
Page 468 - MGE 14.0
P. 468
Komfortabel konfigurieren im eShop oder mit MTpro
MGE 14.0 | Profilbearbeitung - Quick & Easy
www.boschrexroth.com/shop
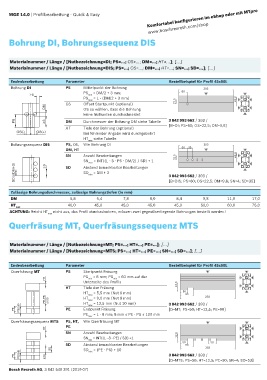
Bohrung DI, Bohrungssequenz DIS
Materialnummer / Länge / [Nutbezeichnung=DI; PS=…; OS=…; DM=…; HT=…]; […]
Materialnummer / Länge / [Nutbezeichnung=DIS; PS=…; OS=…; DM=…; HT=…; SN=…; SD=…]; […]
Endenbearbeitung Parameter Bestellbeispiel für Profil 45x90L
Bohrung DI PS Mittelpunkt der Bohrung 393
PS = DM/2 + 3 mm; 60
3 min A A
PS max = L - (DM/2 + 3 mm) 9,8 F B
OS Offset Startpunkt (optional) 22,5
DM OS so wählen, dass die Bohrung E C
keine Nutkanten durchschneidet 60 393 D
A
393
PS 3 DM Durchmesser der Bohrung DM siehe Tabelle 3 842 993 662 / 393 / 9,8 A A
60
35
A
22,522,5
HT Tiefe der Bohrung (optional) [B=DI; PS=60; OS=22,5; DM=9,8] 9,8 F B
OS(-) OS(+) Bei fehlender Angabe wird durchgebohrt F E B C
HT siehe Tabelle E D C
max
Bohrungssequenz DIS PS, OS, Wie Bohrung DI 393 D
DM, HT 60 35 A A A A
SN Anzahl Bearbeitungen 22,5 9,8 F F B B
SN max = INT((L - 3 - PS - DM/2) / SD) + 1 12,5 E E C C
(DM+3) 3 SD Abstand benachbarter Bearbeitungen 50 90 393 D D A
SD
= DM + 3
min
A
SD 3 842 993 662 / 393 / F A B
[B=DIS; PS=60; OS=22,5; DM=9,8; SN=4; SD=35]
A
12,512,5 F E B C
Zulässige Bohrungsdurchmesser, zulässige Bohrungstiefen (in mm) 50 E D C
DM 5,8 6,4 7,8 8,0 8,4 50 90 9,8 53 11,0 D 17,0
393
HT 40,0 45,0 45,0 45,0 45,0 90 50,0 60,0 A 75,0
393
A
max
393
ACHTUNG: Reicht HT max nicht aus, das Profil durchzubohren, müssen zwei gegenüberliegende Bohrungen bestellt werden! F 10 B
393
80
60
12,5 15 22,5 A A 9,8 E A A C
Querfräsung MT, Querfräsungssequenz MTS 53 F F D B B
55 22,5
50
R5
90
393
60 393 E E C C
393 A D A
80 393 9,8 10 D
15
Materialnummer / Länge / [Nutbezeichnung=MT; PS=…; HT=…; PE=…]; […] 22,5 15 80 35 22,5 393 F 10 A A B
A
60
A
Materialnummer / Länge / [Nutbezeichnung=MTS; PS=…; HT=…; PE=…; SN=…; SD=…]; […] A 9,8 F E A B C
55 R5 F B
22,5 F E D B C
R4 393 E E C C
15
Endenbearbeitung Parameter Bestellbeispiel für Profil 45x90L D D A
35
60
393 A
Querfräsung MT PS Startpunkt Fräsung 15 80 85 A A 9,8 F 10 D A A B
PS = 8 mm; PS = 60 mm auf der 22,5 393
HT min min 45 S1 45 F S1 B
Unterseite des Profils F E B C
HT Tiefe der Fräsung 15 12,5 R4 S4 E D S2 C
C
E
HT max = 5,5 mm (Nut 6 mm) 50 90 85 A D D A
393
PE-PS 100 HT max = 9,0 mm (Nut 8 mm) 393 F S3 B
12,5
A
S1
8) HT max = 12,5 mm (Nut 10 mm) 3 842 993 662 / 393 / 45 E S1 A C
45
PE PS( PE Endpunkt Fräsung [D=MT; PS=50; HT=12,5; PE=90] F D B
50
PE = L - 8 mm; 8 mm ≤ PE - PS ≤ 100 mm 90 S4 S2
max 12,5 393 E C
Querfräsungssequenz MTS PS, HT, Wie Querfräsung MT 50 A 53 D A
PE 90 S3
HT 393 F B
SN Anzahl Bearbeitungen 393
SN = INT((L - 8 - PE) / SD) +1 12,5 15 80 E 10 C
max 22,5 A A
SD Abstand benachbarter Bearbeitungen 50 90 53 D
SD SD = (PE - PS) + 10 393 F B
8) min 55 R5 393
80
PE PS( 10 3 842 993 662 / 393 / E 10 C
22,5
15
[D=MTS; PS=50; HT=12,5; PE=90; SN=4; SD=53]
D A
A
393
80 F 10 B
Bosch Rexroth AG, 3 842 540 391 (2019-07) 55 15 R5 A A
E C
F B
D
R4 393
15 80 E 10 C
15
85 A D A
393 F B
R4
45 S1 45 S1
15 E C
85 D
S4 S2
393
S1
45 S1 45 S3
S4 S2
S3